

В процессе соединения металлических элементов при помощи сварки могут возникнуть условия, способные затруднить образование однородного шва, или привести к образованию разного рода дефектов. Под условиями образования брака подразумеваются такие факторы как попадание посторонних элементов или веществ в сварочную ванну, а также неверно выбранный режим сваривания. В последствии, такие нарушения могут привести к понижению качества шва, а значит сварное соединение Это приводит к тому, что шов будет иметь более низкое качество и меньшую устойчивость к нагрузкам.
Не все дефекты можно обнаружить при визуальном осмотре, так как многие из них носят скрытый характер, находятся в толще изделия (например, трещины и поры). При этом, установленные требования к сварным соединениям и швам считаются строгими и обязательными к выполнению, ввиду того, что любые изъяны таких объектов могут повлечь за собой серьезные последствия.
Наиболее эффективным и достоверным способом обнаружения дефектов сварных швов считается рентгенографический метод неразрушающего контроля. Его используют для дефектоскопии сварных соединений технологических и промышленных трубопроводов, производственного оборудования, в том числе, стратегического назначения, металлических сварных конструкций, а также других строительных и промышленных объектов. Радиационный контроль сварных соединений осуществляется в соответствии с ГОСТ 7512-86.

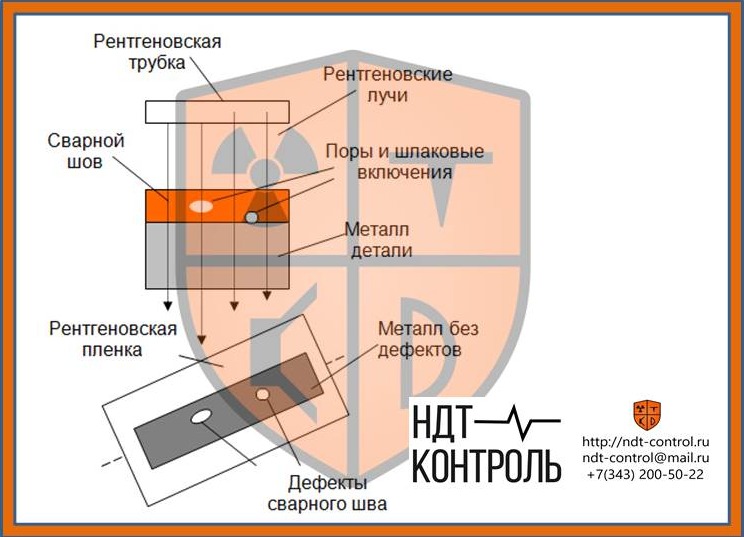
Методика проведения рентгенографического контроля предусматривает ряд слаженных действий, направленных на эффективность исследования и выявления дефектов. Для начала необходимо настроить диагностическое оборудование, задать параметры плотности материала, чтобы излучение могло проникнуть сквозь поверхность изделия. Кроме того, требуется подготовить сварное соединение к процессу контроля: оббить шлак, обработать до необходимой высоты валика, зачистить поверхность. Затем, необходимо переместить изделие в устройство излучения — объект должен располагаться между излучателями и фотопленкой. Далее, рентгенографический аппарат включают и лучи мгновенно проходя сквозь шов, отражаются на пленке. Пленка фиксирует все неровности интенсивности излучения. Эти неровности являются показателями наличия того или иного дефекта.
Следует помнить, что радиационный контроль может причинить вред здоровью, поэтому крайне важно соблюдать предусмотренные для этого метода правила и требования техники безопасности. Экранирование, как правило, создается при помощи металлических пластин. Ими также оборудуется помещения, в котором проводится диагностика. Данные правила позволяют не допустить распространение излучения вне контролируемой области.
При проведении процедуры необходимо держаться на безопасном расстоянии от излучателя, ограничить время нахождения в помещении во время работы оборудования РГК. Недопустимо присутствие посторонних людей в помещении для РГК. Специалисты, осуществляющие рентгенографический контроль, обязаны использовать средства индивидуальной защиты во время проведения процедуры.
РГК проводится только при условии исправности техники и правильной настройки всех приборов. Кроме того, следует фиксировать и отслеживать дозу излучения, полученную оператором. Даже если человек получает минимальные дозы радиации, необходимо учитывать количество подходов, в процессе которых полученное излучение может накапливаться, постепенно сказываясь на здоровье и перерастая в хронические профессиональные болезни. Для контроля полученного излучения используются дозиметры. В правилах безопасности проведения РГК предусмотрены контрольные меры по ионизации воздуха в помещении. Эти меры необходимы в связи с тем, что при высоком уровне ионизации может возникнуть электрический разряд, так как воздушная масса перестает быть диэлектриком.